 注入服务
注入服务
博锐天成对外提供离子注入服务。阅读以下内容,有助于您迅速了解服务所包含的主要因素。
 注入靶材
注入靶材
不同的靶材注入到工件之后对工件产生的影响不一样,理论上各种常见元素均可注入到工件中。
我们常备一些常见靶材,例如:Fe、Cu、Cr、Al、Ni、Ti、Zr、C、Nb、H、He、Ar、N等,如果您要注入的是这些材料,那么我们的靶材可以免费给您使用,不再收取额外的费用。如果您要使用的是靶材不是我们的常备靶材,那么您有两个选择:自己购置靶材寄给我们或委托我们代购靶材。
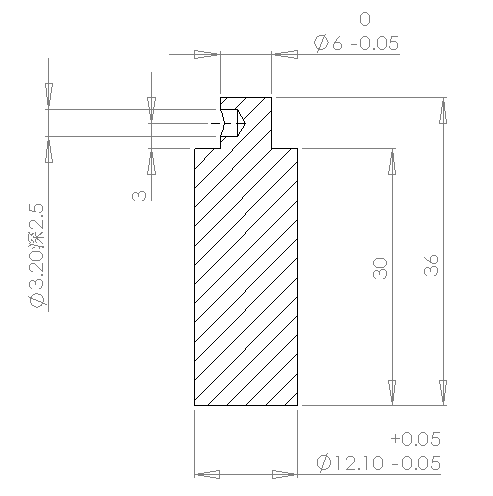
如果您自备气体靶材,使用常见型号的1L、2L气瓶即可。如果您自备固体靶材,请务必按照以下尺寸加工靶材:

筛选离子
任何一种化合物在电离后都会产生对应元素的离子,这些离子都会被电场加速后注入到工件中,例如BF3电离后会产生B离子和F离子。如果您需要纯净的离子,那么就必须要进行离子筛选。
即使您用单质,例如N作为靶材,电离后产生的离子不是纯净的,通常N2会含有14N2以及15N2等多种同位素,电离后也会产生各种同位素对应的离子。
即使您使用的单质靶材非常纯净,几乎没有不需要的同位素,电离后的离子也不纯净,等离子体中会存在不同价态的离子,例如O电离后会有O+1、O+2等。它们在注入工件之后,从环境中吸收电子,物理表现基本是一致的,但是由于其价态不同,在电场中获得的能量也不同,注入工件的深度也不同,O+2能量大,注入的会深一些,O+1就会浅一些。从注入的结果来看,就是注入的离子丰度在工件垂直切面上形成两个尖峰。
但是,对于离子纯度的要求也并不是绝对的,在很多应用中(例如金属的表面改性等)其实对离子纯度要求并不高,可以不做筛选。
对离子进行筛选之后,能够精确地分离出需要的特定同位素、特定价态的特定离子,那么筛选带来的损失是什么呢?
首先筛选会降低束流。这个容易理解,原来是很多种离子出来,现在只选其中一种,那么离子的总量肯定就减少了。而且在筛选中不可避免地会出现“误筛”,即有用的离子也被筛出掉了。
其次筛选会将离子集成一束,那么筛选后的离子辐照面积就大大减少了,较大面积的工件就不太好处理。
是否需要筛选,得根据您的注入目的来选择。
工件形状尺寸
根据我们的设备情况,在不筛选离子的情况下,辐照面大约是一个直径150mm~400mm的圆(气体粒子大约150~200mm,金属离子大约300mm~400mm),只要您的工件能摆放进这个圆内就可以进行注入。
在筛选离子的情况下,辐照面大约是一个边长15~20mm的矩形。超过这个尺寸的工件就比较难加工了。如果尺寸超得不多,可以调整设备的电聚焦系统和磁聚焦系统来使束流在一个平面内做二维运动,从而达到工件表面全注入的目的。但如果工件超越该尺寸过多,超出了聚焦系统的调节范围,就无法做到工件的全表面注入。
工件的形状也重要,由于离子被电场加速后呈直线运动,所以工件表面上如果有沟槽等遮挡结构,那么离子就难以注入到阴影区域。最佳的工件形状是平面。对于柱状工件,我们可以使用旋转机构让工件转起来,从而达到均匀注入的目的。
工件加热/冷却
在离子注入过程中,离子轰击工件进入其内部,根据能量守恒定理,它的能量最后以热能的形式散发出来,就会导致工件温度升高。通常我们在实验中看到工件的温度能升至100℃~200℃。如果您的工件承受不了这个温度,那就需要对工件进行降温处理。我们用于承放工件的工件靶台有水冷功能,可以通过水冷的方式给工件表面降温。
如果您的注入过程要求在低温下进行(例如-100℃),可以在冷却系统中通入液氮作为冷却媒,最低温度可达-150℃。
如果您的注入过程要求在高温中进行,可以启动工件靶台中的加热系统,最高加热温度达500℃。
总而言之,如果您对注入时的工作温度有要求,我们可以提供-150℃~+500℃的温度环境(误差±1℃),确保您的注入效果。
注入剂量
对于离子注入而言,注入剂量是一个非常重要的参数,简单来说就是您需要注入多少离子,它最后影响的是注入离子在工件中的丰度。
一般情况下不做离子筛选时每小时大约可注入5×1016个离子/cm2,做离子筛选时效率会相对降低。这个数据只是个大概数,因为不同的靶材电离特性不一样,会影响电离效率,从而改变注入的效率。但我们通常以5×1016ion/cm2hr来估算注入的效率,目的是简化价格计算。
这样您就能大致知道自己的注入需要做多长时间了。假如您的注入剂量要求是2×1017个离子/cm2,那么您的工件就需要持续注入4个小时。
注入时间跟价格的关系,参照:价格
注入能量
注入能量是另一个重要的参数。对于同一种工件、同一种注入离子而言,离子的能量越高,其打入工件内部的深度就越深。
对于同一种能量的特定离子,基材密度越小,其注入的深度就越深。
对于同一种基材,相同能量的不同离子,离子的质量越小,其注入的深度就越深。
一般来说,注入的深度可以用科学模拟软件SRIM来模拟。如果您不知道该怎么做模拟,也可以让我们来帮您做。
博锐天成提供的注入服务的能量范围并不是一个固定值,因为我们的实验设备会随时更新变动。一般来讲从5keV到80keV是我们的常备范围,如果您的能量需求超出这个范围,请务必联系我们确认当前能否做。
镀膜服务
市场上有很多提供镀膜服务的厂商,如果您的镀膜需求是市场上其他厂商能满足的,那您可以自主选择,我们坦承博锐天成并不是您唯一的选项,甚至我们也许不是最佳选项。
博锐天成提供的镀膜服务一般是面对有特殊需求的客户,而且我们的镀膜工艺也并不是纯粹的镀膜,而是离子注入和离子镀膜相结合的复合工艺。用简单的比喻来理解,镀膜跟刷漆差不多,最终在工件表面形成一层保护层。这个保护层在一般情况下是够用了,但是在一些特殊情况下,您可能需要提高这个保护层的能力,尤其是保护层跟工件基材之间的结合力(如何不掉漆?),这个时候你就可以考虑博锐天成提供的复合镀膜工艺。
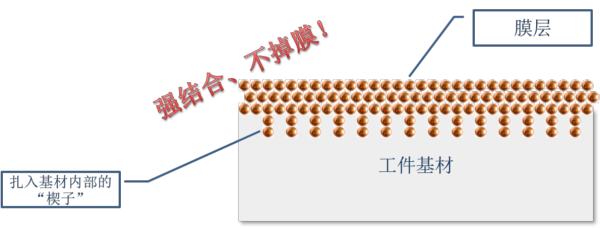
复合镀膜工艺就是在普通离子镀膜的基础上,通过离子注入使得膜层跟工件基材结合更紧密。膜层像是一块布铺在桌子上,而离子注入就是在布表面钉上密密麻麻的钉子,这样这层布就不容易从桌子上滑落下来。通过我们的复合镀膜工艺,可以在金属、陶瓷、塑料等基材上沉积多种性能的膜层,并且膜层在剧烈温度变化、产品反复弯折、剧烈摩擦等条件下保持良好性能。另外,由于离子注入本身也极大地改变了工件基材的特性,使其显现出相当的特性(耐磨、增强硬度、防腐等,由离子注入的参数决定),这样镀膜的厚度就可以降低,在一些对装配公差有较高要求的领域中有应用优势。复合镀膜的原理入下图所示:
镀膜方式
离子镀膜有很多种方式,我们提供最常见的两种服务,包括:多弧真空离子镀、磁控溅射镀膜。
1. 多弧真空离子镀。
多弧真空离子镀大概是最常见的一种离子镀膜方式,它的特点是成本低、膜层沉积速度快,其缺点是膜层中易出现较大颗粒(30um~60um),这些较大颗粒在工件的使用过程中容易剥落,一旦剥落也会连同周边的膜层也一起剥落。博锐天成的多弧真空离子镀已经较好地解决了这个问题,经检测,我们的膜层中含有的大颗粒尺寸已经降低到约1um,能极大地提升膜层的寿命和性能。
2. 磁控溅射镀膜
磁控溅射的工作原理是:磁控溅射源安装在真空室内,它的阴极靶附近加有与表面平行的磁场,溅射源工作时,真空室通入氩气,阴极上加负高压,电子在负高压的作用下,飞离阴极并获得能量,由于磁场的存在,电子被束缚在阴极附近作螺旋往复运动,在这过程中与氩原子发生碰撞,使其电离产生出Ar离子;Ar离子在电场作用下加速飞向阴极靶,并以高能量轰击靶表面,使靶材发生溅射。溅射出来的粒子,大多为中性,自由运动到达沉积在基片上形成薄膜。
磁控溅射源可以在阴极靶附近形成很强的电子云,电离出大量的Ar+来轰击靶材,从而获得较高的沉积速率。磁控溅射到达基材上的粒子能量较低,并且不带电荷,镀膜过程中温升较小。同离子镀相比,速度较慢,膜层的结合力略差,但不存在大颗粒问题。
磁控溅射离子镀的原理与多弧真空离子镀不一样,它产生的实际上不是离子,而是原子。其特点是:无大颗粒,但膜层沉积速度慢(大约是多弧真空离子镀的1/10)。
选择什么样的镀膜方式,要根据您的实际需求来判断。
膜层种类
不同种类的膜层起到的作用也不一样。例如提高硬度、耐磨度、耐腐蚀、降低摩擦系数等性能,常常会选用Ti、TiN、CrN等;增加导电性可选用Ag、Cu等。
博锐天成可以根据您的需要来帮您设计选用合理的膜层种类。
膜层厚度
对于镀膜而言,膜层厚度无疑是个重要的参数。可以简单理解为膜层越厚,改性效果就越明显。常见的镀膜应用要求膜层厚度从1um到10um不等。
但是膜层也并不是越厚越好,膜层太厚带来的负面效应包括:成本上升、加工时间延长、工件尺寸变化大导致无法装配等。在性能和负面效应中选择适当的平衡点才是最佳的策略。
博锐天成的复合镀膜工艺,使得较薄的膜层就能达到厚膜层的效果(大约1/4厚度),并且膜层与工件基材的结合力大大提高(约5~100倍),对于在镀膜方面有较高要求的客户而言是一个绝佳的选择。
工作温度
我们的复合镀膜技术可以在低温下工作。
普通的真空镀膜方法,为了获得良好的结合力通常需要在4、5百摄氏度甚至更高的条件下工作。通过离子注入与普通真空镀膜技术相结合,我们可以在较低的工作温度条件下获得很高的膜层结合力,可以在塑料等有机材料、回火温度较低的材料、担心高温变形的材料表面镀制高性能膜层,并且不会引起材料的变形、不降低基体材料本身的物理性能,可以作为材料处理的的最后一道工艺。
工件特性
复合镀膜的一个重要应用就是改变工件基材的特性。对于高分子聚合物、陶瓷等非导体基材,在其表面镀上一层金属膜是很困难的,镀上的膜层与工件基材结合力太差,轻轻一抠就掉,根本无法应用于工业生产。
博锐天成的复合镀膜技术完全解决了这个问题,由于离子注入形成的“楔子效应”,我们可以在非金属上镀一层完美的金属膜,对于需要高分子聚合物金属化、陶瓷金属化等应用的客户来说,福音来了!
维修服务
博锐天成对外提供维修服务,维修范围主要包括离子注入机以及镀膜机相关的整机、部件维修。博锐天成对离子注入机和镀膜机相关的整体设备以及离子源、机械设计、智能控制、真空系统等等都有丰富的实践经验,为您挽回可能的损失。
系统集成
博锐天成对外提供系统集成服务。对于一些离子、电子、中子设备相关大型项目会涉及到一些子系统的定制和集成,例如束流测量系统、中子成像系统、综合控制系统、磁分析系统、运动靶台系统、高低温靶台系统、真空系统、机械控制系统等等。博锐天成凭借多年的离子注入机和镀膜机的研发、生产、系统集成经验,可以为客户提供良好的子系统定制服务,为您的项目成功助一臂之力。
博锐天成所具备的开发能力包括:
● 高能物理建模
● CAD机械设计
● Altium Designer/Cadence印刷电路板设计
● 西门子/欧姆龙/三菱/台达PLC开发
● Matlab仿真
● TCP/Modbus/CAN协议开发
● C/C++开发
● Delphi开发
● VB开发
● Python开发
● HTML/CSS/JAVA Script开发
● SQL Server/PostgreSQL/MySQL/Sqlite数据库开发
● ......
咨询服务
博锐天成为客户提供免费的咨询服务,与我们业务相关的问题,请立即咨询。
确认工艺
咨询服务最重要的目的是让我们的技术人员跟您充分沟通以后,帮助您确认一个最佳的处理工艺,包括:
● 做离子注入还是复合镀膜?
● 选用什么样的靶材,是否需要做离子筛选?
● 需要多大的能量?
● 需要多大的剂量?
● 需要多厚的膜层?
● ......
 达成目标
达成目标
如果您对自己所需的服务没有清晰的了解也没关系,只要您向我们的技术人员清晰地描述以下几个问题,我们可以帮您设计一套完整的服务方案:
● 您手头的工件基材是什么?
● 这个工件的应用场景是什么(有无高温、湿热、腐蚀环境、冲击等等)?
● 这个工件基材的最高耐温是多少度?
● 工件加工后尺寸变化的可接受度是多少?
● 您希望这个工件有什么变化(提升硬度、耐磨、导电、形成元素富集区......)?
商务操作
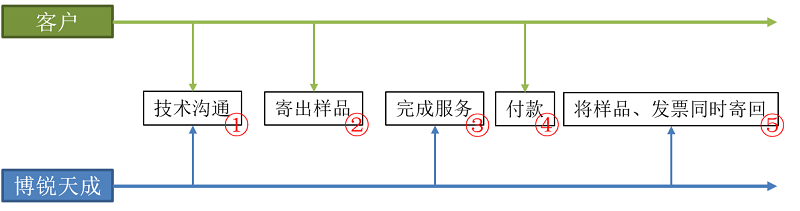
服务流程
价格
通常我们的服务收费是按照服务时长来计算。每个小时的注入剂量大约是5×1016ions/cm2,因此您也可以用自己需要的注入剂量来推算注入时长。
每开机一次基础费用人民币1000元,每使用1个小时加收500元。在一次开机工作中,您的工件在辐照区域内无论摆放多少个,均按1次开机收费。
例如您需要的注入剂量为2×1017ions/cm2,那就需要开机一次注入4小时,费用为:1000+500×4=3000元。
一些特殊情况下,我们会增收费用,主要包括:
● 您委托我们代购靶材
● 您的工件在加工过程中需要液氮制冷
● 你的工件形状要求我们必须为您定制翻转机械结构件
● 您使用的靶材含有剧毒
● 其它会导致额外工作量、设计制造投入的情况......
合同和发票
如果您需要,我们为您提供标准的服务合同。如果您单位的合同审批手续非常复杂而服务金额较小的情况下,我们推荐您索要《技术服务清单》,由我公司单方面盖章,省去您跑手续的时间。
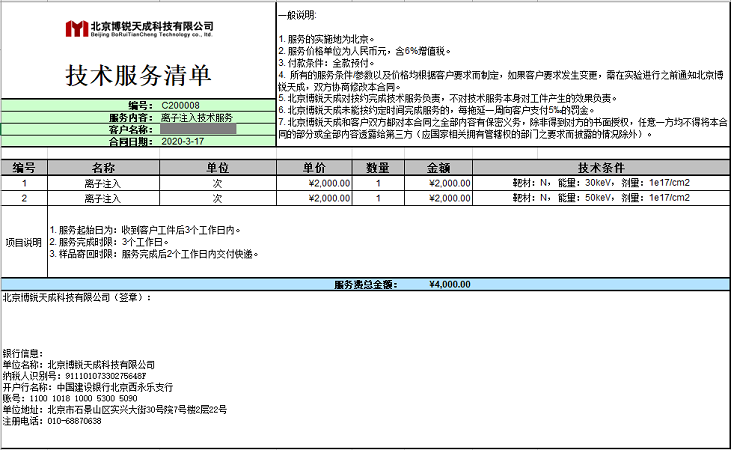
我们提供标准的增值税发票,发票的内容将如实填写,样票如下:
银行信息
单位名称:北京博锐天成科技有限公司
纳税人识别号:91110107330275648F
开户行名称:中国建设银行北京西永乐支行
账号:1100 1018 1000 5300 5090
注册地址:北京市石景山区实兴大街30号院7号楼2层22
注册电话:010-68870638